

What are the forms of grinding wheel wear?
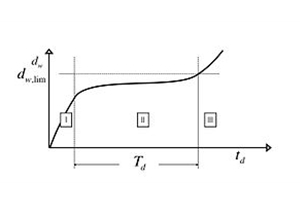
The wear of the grinding wheel mainly includes two levels: abrasive wear and failure of the grinding wheel. The loss of abrasive particles on the surface of the grinding wheel can be divided into three different forms: passivation of the abrasive particles, crushing of the abrasive particles, and shedding of the abrasive particles. With the extension of the working time of the grinding wheel, its cutting ability gradually decreases, and eventually the grinding cannot be performed normally, and the specified machining accuracy and surface quality cannot be achieved, at which time the grinding wheel fails. There are the following three forms: the working surface of the grinding wheel becomes dull, the working surface of the grinding wheel is blocked, and the contour of the grinding wheel is distorted.
What is the meaning of grinding wheel dressing?
When the grinding wheel wears out, it is required to redress the grinding wheel. Dressing is the general term for shaping and sharpening. Shaping is to make the grinding wheel have a certain geometry required for precision; sharpening is to remove the bond between the abrasive particles, so that the abrasive particles protrude from the bond to a certain height (generally about 1/3 of the abrasive particle size), forming a good cutting edge and sufficient Chip space. The shaping and sharpening of ordinary grinding wheels are generally combined into one; the shaping and sharpening of super-hard abrasive wheels are generally separated. The former is to obtain ideal grinding wheel geometry, the latter is to improve grinding sharpness.
What are the types of grinding burns and what are their control measures?
According to the different appearance of burns, there are full-scale burns, spot burns, and linear burns (there are linear burns on the entire surface of the parts). According to the nature of the microstructure changes in the surface layer, there are: tempered burns, quenched burns, and annealing burns.
In the grinding process, the main cause of burns is that the temperature of the grinding zone is too high. To reduce the temperature of the grinding zone, you can start from reducing the production of grinding heat and accelerating the transmission of grinding heat.
The control measures adopted are often:
(1) Choose the amount of grinding reasonably;
(2) Select the correct grinding wheel;
(3) Reasonably adopt cooling method
Our company developed superabrasive diamond wheel to dressing vitrified diamond pcd grinding wheel.
More Superhard PCD grinding wheels are used for grinding PCD cutting tools, pcbn cutting tools, cvd tools, milling cutter, drill and carbide tool, etc. The grain size of grinding wheel can reach #4000.

<< Prev Article:A brief description of the requirements of high-speed grinding on grinding wheels and machine tools
<< Next Article:Grinding Fluid Selection In PCD Tools Grinding


Vitrified bond diamond grinding wheels possess pretty high a...

Our company mainly develops a new making holes’ method for P...
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 15617330220