

Four Factors and solutions of grinding burns
1.The effect of grinding conditions and methods
.jpg)
Grinding allowance is too large
Reasonable grinding parameter setting, a reasonable choice of grinding amount. Burns occur when the grinding amount is small, and increase the longitudinal feed rate.
When the grinding amount is large, burns occur and should reduce the feed rate and increase the grinding times.
The workpiece speed is set reasonably, and too high or too low is not very good.
The magnetic force is insufficient, stop the workpiece rotating and adjust the magnetic force.
If the oscillation of the grinding wheel spindle is big, check the spindle.
Strictly control the gap between grinding wheel drive system and grinding wheel spindle, and adjust the tension of the grinding wheel drive belt.
Whether the torque of the workpiece and grinding wheel motor is sufficient.
.jpg)
The grinding wheel has fine grain size and should choose the coarse grain size of the grinding wheel under the condition that the roughness requirement is satisfied.
If the hardness of the grinding wheel is hard, we should choose a soft grinding wheel to improve the self-sharpness of the grinding wheel.
If the structure of the grinding wheel is too small, it should choose a big and loose grinding wheel. It is good for chip removal and reducing burns. In some cases, it may be considered to use a big pore grinding wheel.
Special treatment for the grinding wheel.
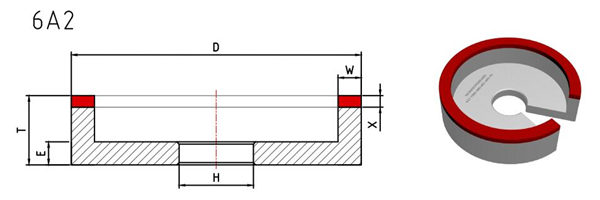
The diameter of the grinding wheel is too large, and the increase of the grinding area will cause burns. According to the condition of the workpiece, it should choose the grinding wheel with a small diameter, which is especially suitable for internal grinding.
Slot the surface of the grinding wheel. This grinding method is called intermittent grinding, which can reduce the heat and increase the heat dissipation effect. It is also good for full-chip removal.
The grinding wheel is passivated and is dressed in time.
The balance of the grinding wheel is not good, and the grinding wheel should be finely balanced so that the grinding wheel is in good balance during work.
Keep the grinding wheel constant sharpness.
3.Dressing problem of the grinding wheel
The grinding wheel is passivated and is dressed in time.
Dressing the grinding wheel fine to reduce the cutting performance of the blade. Under the technology requirement of roughness, try to make the grinding wheel rougher as much as possible.
The dresser is not sharp, and the other side of the dresser is used for dressing, or repair and replace.
Repair the edge of the grinding wheel.
The diamond support of the dressing wheel should be firm.
Ordinary cooling method
If the grinding fluid is not properly selected, choose the reasonable grinding fluid. Usually, the oily grinding fluid can reduce the temperature in the grinding zone and can reduce the burns. Choose the grinding fluid with the brand.
Dry grinding should not be used in the case of wet grinding.
The grinding fluid is effectively and fully supplied, not only the supply of the grinding zone is sufficient, but also the pressure is big. It can lower the temperature and fully perform chip removal.
Keep the coolant pure.
Keep the coolant at the lower temperature, reducing the temperature in the grinding zone and the radiator can be used if necessary.
The nozzle of the grinding fluid is not placed properly.
The nozzle should be placed as close as possible to the grinding zone.
Install the air baffle on the coolant nozzle.
Use internal cooling grinding wheel: The internal cooling method is that the cooling liquid strictly filtered into the hollow cavity of the grinding wheel through the hollow main shaft. Due to the centrifugal force, the cutting fluid is pumped around the pores of the grinding wheel to directly cool the grinding zone.
TAG: grinding wheel
<< Prev Article:Factors related to grinding wheel affecting the surface roughness of grinding
<< Next Article:No Information
Products List
More
-
nodata

LATEST NEWS
-
 20 August 2020
20 August 2020PCD tools grinding wheel
Vitrified bond diamond grinding wheels possess pretty high a...
-
 07 May 2020
07 May 2020Precision hole machining
Our company mainly develops a new making holes’ method for P...
CONTACT US
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 15617330220