

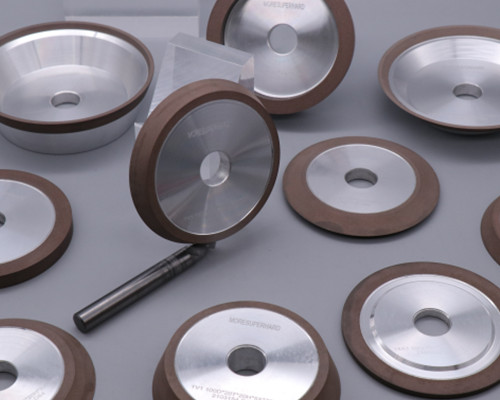








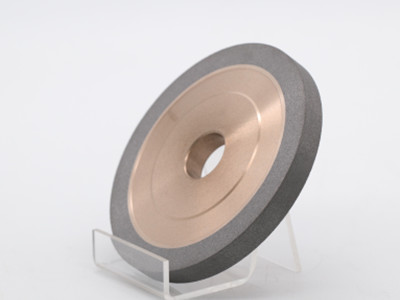
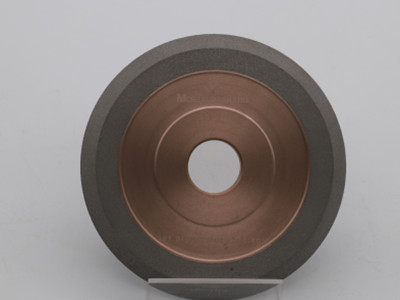
CNC Diamond Grinding Wheels for Carbide and Cermet Tools
Mold:1A1, 1V1, 11V9, 12V9, 14A1, 4A2, 6A2, 9A3, 10V2, 3A1, 14F1, 1EE1 etc
Bonded:Metal bond,Resin bond ,hybrid bond
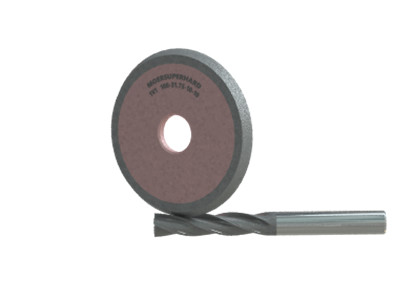
Application:Carbide and cermet roatry tools including reamers,end mills drills etc.
Charateristic:Low grinding force,Shorter grinding times,Easy to profile,Long services life
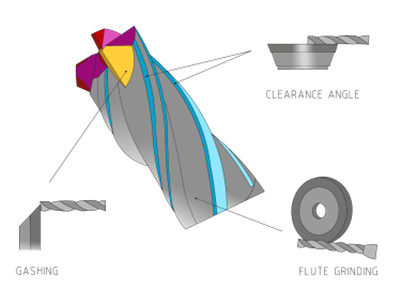
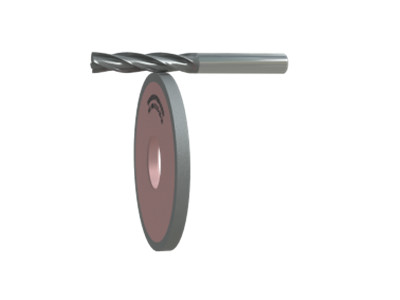
Moresuperhard is dedicated to providing advanced CNC cutting tool grinding solutions. In recent years, we have continuously refined our bond formulas and production processes to develop high-performance diamond grinding wheels for the fluting, edge cleaning, and tooth grinding of cermet and carbide rotary tools.
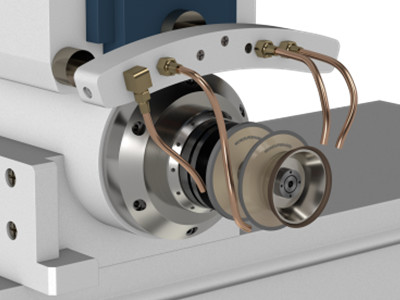
Our grinding wheels are widely used on world-class CNC grinders including: Walter, ANCA, Saacke, Rollomatic, Schneeberger, Makino, TG-5, Studer, Strausak, Cincinnati, Griffo, Huffman, Jungner, and more.
| D (mm) | T (mm) | X (mm) | H (mm) | Grit |
|---|---|---|---|---|
| 75 | 10 | 5 | 20 | D64 |
| 100 | 6,10,12 | 5,10 | 20 | D46, D64 |
| 125 | 10,12,16 | 10 | 20 | D46, D64 |
| 150 | 12 | 10 | 20 | D64 |
| D (mm) | T (mm) | X (mm) | H (mm) | V° |
|---|---|---|---|---|
| 75 | 10 | 5 | 20 | 45° |
| 100 | 15 | 5 | 20 | 45° |
| 125 | 6,10,15 | 5 | 20 | 45° |
| 150 | 12 | 5 | 20 | 45° |
| D (mm) | T (mm) | X (mm) | H (mm) |
|---|---|---|---|
| 75 | 3 | 10 | 20 |
| 100 | 2,3 | 10 | 20 |
| 125 | 3 | 10 | 20 |
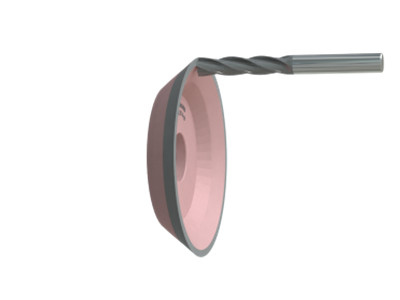

Workpiece: 6mm, 4-flute cermet end mill (16mm blade length)
Grinding Wheel: Moresuperhard metal bond fluting wheel, 100mm diameter, 5mm thickness, D35 grit
Machine: Beiping BPX5 CNC grinder
Grinding Parameters:
Results:
You are our number one priority. We have tools available to assist in your product inquiries and general questions.

With tungsten carbide prices soaring 200%+, PCD & CBN become cost-effective alternatives. Moresuperhard provides high-quality PCD/CBN blanks, grinding wheels & grinders to help manufacturers reduce costs and improve efficiency.

Learn the technical characteristics, advantages, disadvantages and applicable working conditions of standard TSP and nickel-based coated TSP. Compare their performance differences and master the selection skills for drilling, cutting and grinding scenarios.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088




