

The blisk is one of the key parts of aero-engines, and it is usually divided into two types: split type and integral type. The split type blisks are mostly connected with the blades through the wedge-shaped tongue and groove or fir tree-shaped tongue and groove structure. Commonly used in engine fans, compressors and turbines, these complex parts need to have a variety of performance characteristics, so they are required to be processed under the highest possible standards. If you want to effectively produce engine blisks, you must understand and apply the latest and most creative cutting technology.
Power turning modular flying tools↓
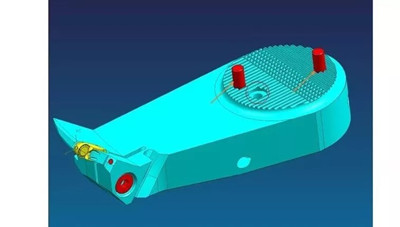
The positioning is performed by the bidirectional vertical V-groove covered with the connecting surface of the tool holder to provide better rigidity. There are also coolant connection holes on the connecting surface. The coolant can be guided to the area as close as possible to the cutting position of the tool tip through the inside of the tool holder and locked with two bolts (the two red cylindrical parts in the picture above).
Case: Superalloy Impeller Disk
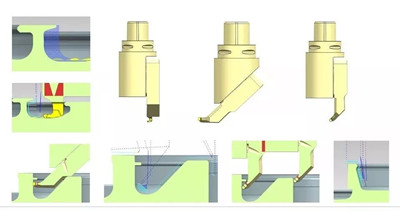
The modular flying tool shown in the figure above can use different tool holders to realize the processing of the interference area; it can also use the same tool holder to install on different tool holders to achieve 90° and 45° deflection angles, which can cover the impeller More than 80% of the processing area of ??the disk. It is well known that more support can increase the rigidity of the tool tip when processing narrow parts, which is beneficial to the application of higher cutting parameters or making the processing process more stable. This customized modular combination can be freely and flexibly combined to achieve lower usage Cost and process as stable as possible.
Hole machining M and T chipbreaker drill bits

Both of these drills adopt a design that is more suitable for high-temperature resistant materials, optimize the drill point and land, use a larger relief angle, take into account the strength of the tool and the sharpness of the drill point, and make the drilling process more It is light and fast, so that the cutting heat is kept in a low range, and the quality of the processed hole can be improved while achieving a longer tool life, and the burr at the exit can be controlled in a smaller range. M chipbreaker bit is suitable for high temperature resistant alloy materials; T chipbreaker bits are suitable for titanium alloy materials;
Cooling Supercritical cooling system↓

The supercritical cooling system is a new, more effective and environmentally-friendly cooling method. It makes full use of the characteristics of supercritical media (usually using carbon dioxide), combined with the patented design of the Seco Feiliu tool series, and generates The carbon dioxide in the supercritical state is guided to release away from the cutting part, and its rapid gasification process is used to remove the cutting heat to achieve efficient cooling without generating residual coolant. At present, it has been applied to the processing of medical products. Due to its remarkable cooling effect and more environmentally friendly characteristics, it is gradually applied in the aerospace industry.
Milling processing Christmas tree milling cutter
The Christmas tree milling cutter was developed to realize the complicated and highly precise processing of the split leaf disc tongue and groove parts on general equipment. According to the difference in the structure and shape of the blade groove, it is usually divided into rough milling, semi-finishing milling and finishing milling. After the rough milling cutter quickly removes most of the margin, use a semi-finish milling cutter to control the contour margin to about 0.3, and then use a fine milling cutter to finish milling the entire contour to size.
It can be used on machining centers with low cost, fast delivery and more flexible. Very suitable for use when there is no special equipment or small batch production in the research and development stage.
Deburring processing MEP series tools
The MEP series tool matrix is ??made of ultra-fine particle cemented carbide powder. The cutting edge is sharp. With a special design, it is not easy to produce flashes, burrs and other defects again during processing. The MEP tool can also be made into a left-handed cutting edge, which can easily remove burrs and chamfers on the reverse side. If combined with a multi-axis and multi-linked machining center and a reasonable program, even a small hole with a diameter of 3.2mm and a thickness of 36mm can be reverse chamfered. By using this tool, the occurrence of secondary burrs can be prevented, and the processing consistency of program control is good and the efficiency is high.

Professional PCD and PCBN tool grinding solutions with custom diamond grinding wheels and standardized processes. Eliminate graphitization & edge chipping for high-precision super-hard tool processing.

Moresuperhard supplies full coarse & fine grain PCD wire drawing die blanks (3μm/5μm/10μm/25μm). Ideal for micro wire, copper cable, steel cord, stainless steel drawing, long service life & high finish.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088




