
As the provider of driving energy, the automobile engine is known as the heart of the automobile. The processing quality of its parts determines whether the engine can output power economically and efficiently to drive the vehicle.

In the processing of automobile engine cylinder block and cylinder head parts, milling is very important. Mainly reflected in the following aspects:
1.Milling processing takes a long time and has a greater impact on the processing cycle of the entire production line
2.The consumption of milling blades accounts for a large proportion of the entire part processing cost
3.The milled surface will be used as the positioning datum between processes, which has a greater impact on the quality of the final product
4.The milled surface is still an assembly benchmark, and its surface quality directly affects the assembly accuracy and performance of the engine
More cutting tools has developed face milling cutter solutions for different workpiece materials based on the characteristics of engine parts.
Aluminum alloy material processing
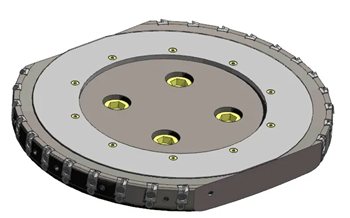
This tool directly welds the PCD blade to the tool holder, and the axial runout of each tool tip can be precisely adjusted through the adjustment mechanism on the tool holder. The tool holder is locked on the cutter head radially with screws, which occupies a small space, can achieve a dense tooth design, and improve processing efficiency. The blade installation groove is designed as a dovetail groove structure, the tool will not fly out even if the locking screw damages the blade during high-speed processing, ensuring the safety of personnel and equipment.
The cutter head is made of aviation aluminum alloy material, the weight of the cutter head is greatly reduced, and the stability during high-speed processing is improved. The surface of the cutter head has been anodized, and the wear resistance is significantly improved, which is beneficial to improve the service life of the cutter head. The cutter head is designed with an internal cooling structure to ensure a good cooling and chip removal effect.
Case:
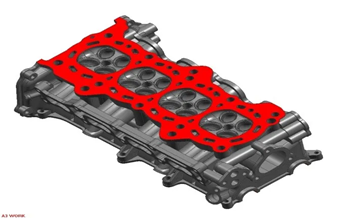
Finish milling of joint surface of aluminum alloy cylinder head
Cutter head: Φ220 mm (Z=22)
Blade: PCD blade
Processing parameters:
Vc= 2800 m/min;
N = 4050 rpm;
Fz= 0.08 mm/r;
F=7130 mm/min
Tool life: 12000-16000 pcs

Moresuperhard high-precision vitrified bond diamond grinding wheels up to #10000 grit, edge chipping ≤3μm, aerospace 7075 substrate, perfect for single-crystal diamond tool import substitution.

With tungsten carbide prices soaring 200%+, PCD & CBN become cost-effective alternatives. Moresuperhard provides high-quality PCD/CBN blanks, grinding wheels & grinders to help manufacturers reduce costs and improve efficiency.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088




