

Natural diamond with high hardness, good wear resistance, high strength, good thermal conductivity, low and non-ferrous metal friction coefficient, good compressive resistance and excellent corrosion resistance and chemical stability, can grind out extremely sharp blade, is considered to be the most ideal ultra-precision cutting tool material, especially in the field of mechanical processing field of ultra-precision machining has an important position and is widely used.
Due to the physical characteristics of single crystal diamond itself, it is not easy to stick the knife and produce chip bumps when cutting, and the surface quality is good. When processing non-ferrous metals, the surface roughness can reach Ra0.1~0.05μm. Diamond can also effectively process non-ferrous metal materials and non-metallic materials, such as copper and aluminum non-ferrous metals and their alloy ceramics unsintered hard alloy All kinds of fiber and particle reinforced composites plastic rubber graphite glass and all kinds of wear-resistant wood (especially solid wood and plywood MDF and other composite materials).
In ultra-precision machining, the two basic precision of single crystal diamond tool are the precision of blade profile and the radius of blunt circle of edge. It is required that the roundness of the cutting edge of the arc cutter used for processing aspheric lens is less than 0.05μm, and the straightness of the cutting edge used for processing polyhedral mirror is 0.02μm. The blunt circle radius (ρ value) of the cutting edge indicates the sharpness of the cutting edge. In order to adapt to various processing requirements, the radius of the cutting edge of the cutting edge ranges from 20nm to 1μm.

Grinding method (1):
This is the case of our customer want to grind MCD cutting tools, he purchase Moresuperhard W20 and W10 grit vitrified diamond grinding wheel. First steep using 800#, second steep using 1500#,finally using 10000# for finishing. The customer wants the final chipping control to be 0.002 ,and have a feedback that Moresuperhard W20 vitrified diamond grinding wheel is the best W20 he has used. Moresuperhard W10 vitrified diamond grinding wheel chipping can reach 0.01-0.013(200 times), can meet the requirements of semi-fine grinding, grinding force is also very good.
Moresuperhard also have second grinding method:
.jpg)

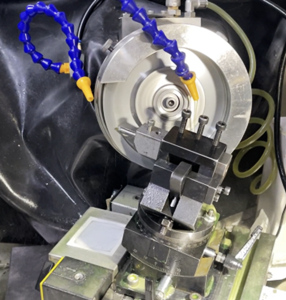
You can using W40, W10 and W5,and finally using #10000 vitrified diamond grinding wheel for finish grinding. In order to improve the opening efficiency, the customer directly grinds the Australian ceramic base W40, which has a higher efficiency.Then using W10 vitrified diamond grinding wheel for semi-finish grinding ,chipping is 0.019mm ,chipping is a little too big.

And using W5 vitrified diamond grinding wheel, while the operator think the grindng efficiency is low, but we suggest customer that you need dressing the grinding wheel and then using it. After dressing,vitrified diamond grinding wheel grinding amount can reach 0.02 mm(using 5 minute).

Comparasion between two grinding method:
According to second grinding method, we suggest our customer first using W40, second using W20 and then using W10. First grinding method do not using W40, it just effect the grinding efficiency but can ensure the chipping. Using W40 for rough grinding, the chipping is not ideal,so we sugest using W20 to improve the grinding efficiency and control the chipping. And then finish grinding the MCD cutting tools , it do not occur big chiiping and the chipping can control.
After grinding with W10, the chipping is 0.019, which is related to rough grinding with W40. During fine grinding, it is necessary to grind the chipping and ensure the edge width 0.03mm, which requires many factors, including machine feed accuracy, technology, software and grinding wheel, etc.
---EDITOR: Julia Zhang, Doris Hu
---POST: Julia Zhang, Doris Hu

With tungsten carbide prices soaring 200%+, PCD & CBN become cost-effective alternatives. Moresuperhard provides high-quality PCD/CBN blanks, grinding wheels & grinders to help manufacturers reduce costs and improve efficiency.

Learn the technical characteristics, advantages, disadvantages and applicable working conditions of standard TSP and nickel-based coated TSP. Compare their performance differences and master the selection skills for drilling, cutting and grinding scenarios.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088



