

With the development of tool technology level,domestic PCD tool market is expanding in recent years . At present, ChinaFaw - Volkswagen Automotive company has more than one hundred PCD turning tools. Because PCD tool has high hardness, high heat resistance, long life, chip blade sharpness and good thermal conductivity, etc., can meet the requirements of high speed, high efficiency, high precision, new materials and new shape of auto parts processing, so PCD tool will be more and more widely used.
The high hardness of PCD makes the material removal rate very low. The grinding technology of PCD tool mainly uses diamond grinding wheel with vitrified bond. Because the grinding between grinding wheel abrasive and PCD is the interaction between two materials with similar hardness, the grinding law is complicated. In addition to the performance of the machine tool, selection of grinding fluid, grinding with the choice of grinding wheel is also vital, grinding wheel, such as particle size, concentration and bond quality of PCD cutting tool edge and its impact on the machining efficiency and the quality of the edge and will affect the machining surface quality, this in the process of grinding wheel we processed substrate is the least, Because we use PCD tools to process aluminum substrates with the same material on the same lathe, the roughness of the substrate surface is different from that of the naked eye. After careful observation of the picture below, it can be seen that the blade grain of the substrate of No. 1 grinding wheel is obvious, while the substrate of No. 2 grinding wheel is smoother and brighter. In fact, both turning tool are made of imported raw materials with the same granularity. The turning tool for processing no. 2 grinding wheel is finished grinding the edge with our vitrified diamond grinding wheel. The edge quality is good and the crack is small.
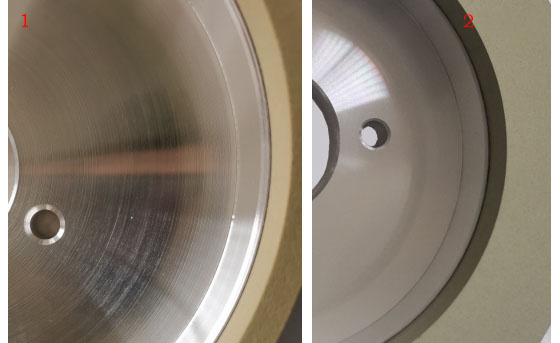
Through the use of the worker's master on the manual lathe, it is blunt in the process of turning no. 1 vitrified diamond grinding wheel, with vibration and resistance, especially when turning the chamfering, there is a kind of intermittent feeling. The process of turning no. 2 grinding wheel is very smooth, smooth, in the words of the worker's master, just like cutting tofu.
The key of PCD cutting tool manufacturing technology is the cutting edge grinding quality, high-quality head material if the lack of ideal grinding process and technology will cause a waste of resources, the use of good grinding process and more appropriate grinding wheel will improve the product quality of the tool, reduce the tool production cost and use cost. Grinding wheel should be preferred to choose vitrified diamond grinding wheel,intensity of vitrified diamond grinding wheel is moderate, self-excitation and internal porosity is more, is good for chip removal and cooling, in the process of grinding, prone to micro crack update self-sharpening abrasive, and to improve the accuracy and efficiency of machining surface, but should pay attention to the choice of particle size, coarse grinding wheel can lead to larger collapse on the lack of, as the particle size, The cutting edge quality tends to get better. The grain size of grinding wheel is closely related to the cutting edge quality of PCD cutting tool.
Moresuperhard vitrified diamond grinding wheel has a very mature formula and technology in the cutting edge of PCD cutting tools, welcome to come to consult!
---EDITOR: Yun Li,Doris Hu
---EDITOR: Yun Li,Doris Hu

Professional PCD and PCBN tool grinding solutions with custom diamond grinding wheels and standardized processes. Eliminate graphitization & edge chipping for high-precision super-hard tool processing.

Moresuperhard supplies full coarse & fine grain PCD wire drawing die blanks (3μm/5μm/10μm/25μm). Ideal for micro wire, copper cable, steel cord, stainless steel drawing, long service life & high finish.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088



