

In cutting processing, tool performance has a decisive influence on the efficiency, accuracy and surface quality of cutting processing. There always seems to be a contradiction between the two key indicators of tool performance-hardness and strength (toughness). Materials with high hardness tend to have low strength and toughness, and increasing toughness often comes at the cost of a decrease in hardness. Coating one or more layers of metal or non-metal compound films (such as TiC, TiN, Al2O3, etc.) with high hardness and good wear resistance on the soft tool substrate can better solve the problem of tool existence The contradiction between strength and toughness is a revolution in the development of cutting tools.
1. Good mechanics and cutting performance.
The coated tool combines the excellent properties of the base material and the coating material, which not only maintains the good toughness and high strength of the base, but also has the high hardness, high wear resistance and low friction coefficient of the coating. Therefore, the cutting speed of coated tools can be increased by 2 to 5 times compared with that of uncoated tools, and the use of coated tools can obtain significant economic benefits.
2. Strong versatility
The versatility of coated tools is wide, and the processing range is significantly expanded. One coated tool can replace several non-coated tools, which can greatly reduce the variety and inventory of tools, simplify tool management, and reduce tool and equipment costs.
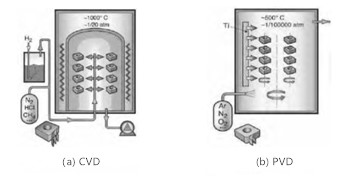
According to different coating methods, coated tools can be divided into chemical vapor deposition (Chemical Vapour Deposition, referred to as CVD) coated tools, physical vapor deposition (Physical Vapour Depositon, referred to as PVD) coated tools, and mixed processes and combined technologies. The principle of CVD coating is shown in Figure 1a, and the principle of PVD coating is shown in Figure 1b. The hybrid process is an effective combination of plasma assisted CVD technology and traditional PVD technology. For example, first deposit the traditional CrN hard coating, and then deposit a layer of DLC coating to reduce friction on the top. Combination technology is to nitrate the surface layer of tools or parts before coating, which can improve the efficiency of coating.
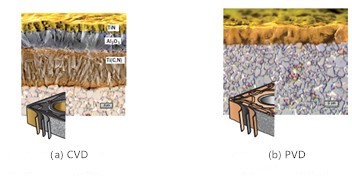
CVD can coat TiCN with excellent wear resistance and Al2O3 thick film with excellent heat resistance, so it can show long life in high-speed, high-efficiency cutting that generates high temperature. CVD coating is shown in Figure 2a.
PVD is generally used at the same or higher cutting speed conditions as uncoated carbide and high-speed steel, with the goal of extending tool life. It has less impact on the substrate and less damage, so it is especially suitable for tools requiring wear resistance and chipping resistance. It is also suitable for low feed processing and finishing or thread processing tools that require sharp edges. PVD coating as shown in Figure 2b.
According to the different substrate materials of coated tools, coated tools can be divided into carbide coated tools, high-speed steel coated tools, and ceramic and superhard materials (diamond and cubic boron nitride) coated tools. Coated cemented carbide tools generally use chemical vapor deposition, and the deposition temperature is about 1000°C. Coated high-speed steel tools generally use physical vapor deposition, and the deposition temperature is about 500°C.
The diamond coating is synthesized on the cemented carbide substrate by CVD (Chemical Vapor Deposition). The synthetic coating has hardness and thermal conductivity comparable to that of natural diamond, and has excellent performance in the processing of non-ferrous materials. Due to its good cutting performance, diamond-coated tools have broad application prospects in the field of cutting processing. They are ideal tools for processing graphite, metal matrix composites, high-silicon aluminum alloys and many other wear-resistant materials. At present, their main application areas It is the automotive and aerospace industries. The structure of the diamond-coated tool is shown in Figure 3.
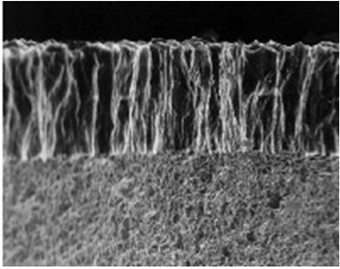
Figure 3
According to the nature of the coating material, coated tools can be divided into two categories, namely "hard" coated tools and "soft" coated tools. The main goal pursued by "hard" coated tools is high hardness and wear resistance. Its main advantages are high hardness and good wear resistance, typically TiC and TiN coatings, and various coated tools. "Soft" coated tools are tools prepared with solid lubricants such as MoS2, WS2, etc. The goal of "soft" coating is low friction coefficient, also known as self-lubricating tools, which have a very low friction coefficient with the workpiece material. Only about 0.1 can reduce stickiness, friction, cutting force and cutting temperature.
Coating of tools is one of the important ways to improve tool performance. The emergence of coated tools has greatly improved the cutting performance of tools, and the application fields have been expanding. Coated tools have great potential in the field of CNC machining. It is the most important tool variety in the field of CNC machining in the future. At present, the coating ratio of foreign cemented carbide indexable inserts is more than 70%, and the coating ratio of European gear cutters is as high as 90%. Coating technology has been applied to end mills, reamers, composite hole machining tools, gear hobs, gear shaving cutters, forming broaches and various machine-clamped indexable inserts to meet high-speed machining of various steel and cast iron, resistant The need for materials such as thermal alloys and non-ferrous metals.

With tungsten carbide prices soaring 200%+, PCD & CBN become cost-effective alternatives. Moresuperhard provides high-quality PCD/CBN blanks, grinding wheels & grinders to help manufacturers reduce costs and improve efficiency.

Learn the technical characteristics, advantages, disadvantages and applicable working conditions of standard TSP and nickel-based coated TSP. Compare their performance differences and master the selection skills for drilling, cutting and grinding scenarios.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088



