

One of the purposes of cutting tool sharpening is to obtain cost-effective cutting edge quality, and the key to quality is the choice of the size of the sharpening wheel. The finer the grinding wheel particle size, the smaller the cutting edge chipping, and the lower the grinding efficiency. For this reason, the PCD cutting tool sharpening process can be divided into three processing stages: coarse, fine, and fine according to the accuracy of the cutting edge of the tool, its purpose (see Table 1) or its failure degree (see Table 2). Formulating a reasonable sharpening process according to specific conditions can greatly improve processing efficiency.
|
Serial number |
Cutting edge accuracy |
Grain size |
Application |
|
A (rough) |
0.05mm |
230/270#~320/400# |
Rough grinding |
|
B (medium) |
0.02mm |
M20~M40 |
Medium grinding |
|
C (finish) |
0.005mm |
M5~M10 |
Finish grinding |
Table 1 Classified by cutting edge accuracy and usage
|
Serial number |
Degree of failure |
Grain size |
Remarks |
|
A (rough) |
Broken cutting edge 0.5mm |
230/270#~320/400# |
Or electroprocessing |
|
B (medium) |
Cutting edge burst 0.3mm |
M20~M40 |
|
|
C (finish) |
Cutting edge wear 0.1mm |
M5~M10 |
|
Table 2 Classification by the degree of blade failure
Rough machining does not require high cutting edge, and electrical machining or grinding can be selected. The electrical processing efficiency is high, and it is suitable for processing complex tools, such as drill bits for printed circuit boards, forming milling cutters for cutting laminate flooring, etc. Coarse-grained grinding wheel can be selected for grinding, with large contact area and high grinding force (300~400N) during sharpening, which can quickly remove excess machining allowance;
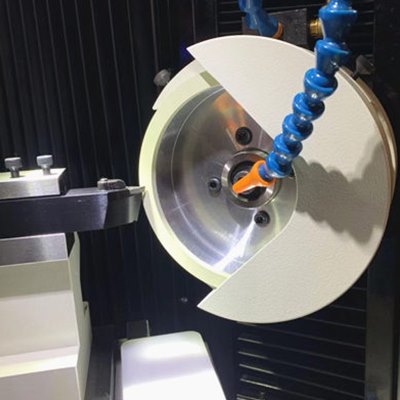

Main points of sharpening process
1. The accuracy of the spindle should be good. Generally, the end face of the grinding wheel should be ≤0.02mm.
2. The grinding wheel should have a good dynamic balance.
3. For sharpening grinding wheels, ceramic bond diamond grinding wheels should be preferred.
4. Pay attention to the sharpening of the grinding wheel and the appropriate size of the sharpening oilstone.
5. Diamond is easy to chemically diffuse with iron-based alloys and accelerate the wear of the grinding wheel. Therefore, it should be avoided as much as possible to grind metal and PCD at the same time;
6. The rotation direction of the grinding wheel must be rotated from the front face of the tool to the flank face.
7. In order to ensure the quality of the cutting edge and improve the grinding efficiency, the clearance angle of the tool can be divided into a large relief angle and a small relief angle.
8. As much as possible to complete the machining of the cutting edge of the tool in one clamping;
9. PCD sharpening coolant should preferably be water-based grinding fluid.

Professional PCD and PCBN tool grinding solutions with custom diamond grinding wheels and standardized processes. Eliminate graphitization & edge chipping for high-precision super-hard tool processing.

Moresuperhard supplies full coarse & fine grain PCD wire drawing die blanks (3μm/5μm/10μm/25μm). Ideal for micro wire, copper cable, steel cord, stainless steel drawing, long service life & high finish.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088




