Case Studies
Case I
|
Workpiece |
Gear |
|
Cutting inserts |
PCBN – SNGN201020 |
|
Workpiece Materials |
40CrMo (45-55HRC) |
|
Cutting Parameters |
Roughing: Ap=4mm, f=0.7mm/r |
|
Finishing: Ap=0.5mm, f=0.6mm/r |
|
|
Cutting Method |
Gear Top cylindrical Turning |
|
|
|
Comparison
|
Comparison |
Cutting Speed |
Efficiency |
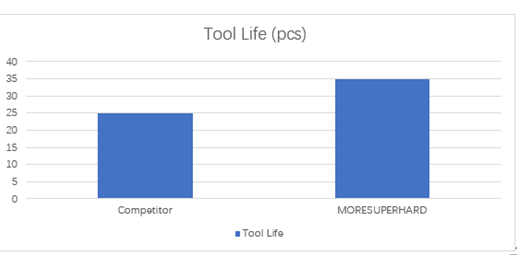
Life |
|
Carbide inserts |
20m/min |
20h/pcs |
0.25pcs/edge |
|
MORESUPERHARD
CBN inserts |
50m/min |
2h/pcs |
2pcs/edge |
Case II
|
Workpiece |
Bearing |
|
Cutting inserts |
PCBN—SNGN150720 |
|
Workpiece Materials |
Gr15 (55-62HRC) |
|
Cutting Parameters |
Vc=120m/min |
|
Ap=4mm |
|
|
f=0.1mm/r |
|
|
Cutting Method |
Cylindrical / Face turning |
|
|
|
Case III
|
Workpiece |
Rotary Support Bearing |
|
Cutting inserts |
PCBN—RCGN090700 |
|
Workpiece Materials |
42CrMo (47-55HRC) |
|
Cutting Parameters |
Vc=90m/min |
|
Ap=0.2mm |
|
|
f=0.3mm/r |
|
|
Cutting Method |
Inner Circle Turning |
 |
 |
Comparison
|
Comparison |
Cutting Speed |
Efficiency |
Life |
|
Coated Alloy |
50m/min |
2h/pcs |
1pcs/edge |
|
MORESUPERHARD
CBN inserts |
90m/min |
30min/pcs |
4pcs/edge |
Case IV
|
Workpiece |
Crankshaft |
|
Cutting inserts |
PCBN—DNGA110408 |
|
Workpiece Materials |
42CrMo (42-47HRC) |
|
Cutting Parameters |
Vc=170m/min |
|
Ap=0.3mm |
|
|
f=0.1mm/r |
|
|
Cutting Method |
Excircle Interrupted Wet Turning |
 |
 |
Comparison

With tungsten carbide prices soaring 200%+, PCD & CBN become cost-effective alternatives. Moresuperhard provides high-quality PCD/CBN blanks, grinding wheels & grinders to help manufacturers reduce costs and improve efficiency.

Learn the technical characteristics, advantages, disadvantages and applicable working conditions of standard TSP and nickel-based coated TSP. Compare their performance differences and master the selection skills for drilling, cutting and grinding scenarios.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088