
PCD center point for machining high precison shaft
The advantages of PCD dead centers
? Ultra-high wear resistance, service life of 80-180 times that of hard alloy center.
? Good thermal conductivity, reduce the friction heat grnerated in the work and avoid the central hole of the workpiece being burned and deformed, causing changes in the central position and affecting the machining accuracy.
? The friction coefficient is much lower which cangreatly reduce the friction resistance. And the vibration of workpiece, to improve the processing accuracy.
? Polycrystalline diamond under 650° showed good chemical inertness, resistant to strong acid, alkali, suitable for all kinds of operating mode under the condition of work.
|
Type |
D2 |
D4 |
H1 |
L3 |
thread |
L1 |
L2 |
L2-l1 |
|
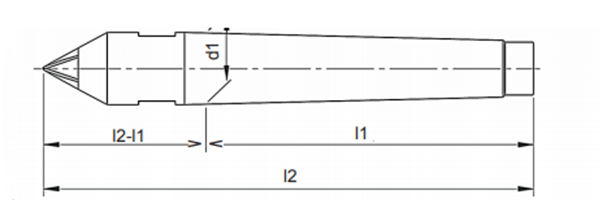
Full Center |
12.2 |
7 |
53.5 |
80 |
26.5 |
|||
|
18 |
7 |
64 |
100 |
36 |
||||
|
24.1 |
11 |
81 |
125 |
44 |
||||
|
34.6 |
14 |
102.5 |
160 |
57.5 |
||||
|
44.7 |
15.8 |
129.5 |
200 |
70.5 |
|
Type |
D2 |
D4 |
H1 |
L3 |
thread |
L1 |
L2 |
L2-l1 |
|
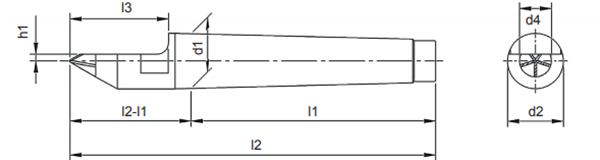
Half Center |
12.2 |
7 |
1.5 | 22 |
53.5 |
80 |
26.5 |
|
|
18 |
7 |
2 | 30 |
64 |
100 |
36 |
||
|
24.1 |
11 |
3 | 38 |
81 |
125 |
44 |
||
|
34.6 |
14 |
5 | 50 |
102.5 |
160 |
57.5 |
||
|
44.7 |
15.8 |
7 | 63 |
129.5 |
200 |
70.5 |

Moresuperhard high-precision vitrified bond diamond grinding wheels up to #10000 grit, edge chipping ≤3μm, aerospace 7075 substrate, perfect for single-crystal diamond tool import substitution.

With tungsten carbide prices soaring 200%+, PCD & CBN become cost-effective alternatives. Moresuperhard provides high-quality PCD/CBN blanks, grinding wheels & grinders to help manufacturers reduce costs and improve efficiency.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088




