
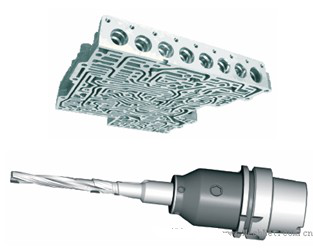
The processing of the sliding valve hole of the automobile automatic transmission valve body is the most demanding station in the whole box hole processing technology. In the common processing of aluminum alloy valve bodies with silicon content between 8% and 16%, MORE usually adopts a combination of two tools: "first rough and then fine processing".
1. Reaming rough processing
Adopt PCD straight groove reaming tools
Its machining speed n=8000r/min, feed rate Fn=0.3mm/min.

The main characteristics of the reaming tool:
1. Good at processing interference holes.
2, finish and guide is very good, so it can ensure high roundness, cylindricity, smoothness requirements.
3, with excellent deburring function, basically do not need special subsequent deburring process.
4, the processing efficiency is usually 3 ~ 8 times of the straight slot tool, so as to directly reduce the customer's equipment and personnel costs.
2. Reaming hole finishing processing
Adopt PCD spiral groove finishing reamer tools
Its machining speed n=10000r/min, feed rate Fn=0.5mm/min.
Adopts the "first rough, then fine" processing scheme, the workpiece processing surface has a very ideal mirror effect, can achieve the surface roughness Ra 0.08 ~ 0.20, and the tool life before grinding can reach 80 thousand holes stably.

Professional PCD and PCBN tool grinding solutions with custom diamond grinding wheels and standardized processes. Eliminate graphitization & edge chipping for high-precision super-hard tool processing.

Moresuperhard supplies full coarse & fine grain PCD wire drawing die blanks (3μm/5μm/10μm/25μm). Ideal for micro wire, copper cable, steel cord, stainless steel drawing, long service life & high finish.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088




