
Whether metal wire requires subsequent external diameter processing after drawing depends on its intended final use and the required precision grade; this is not a matter that can be generalized across all cases.
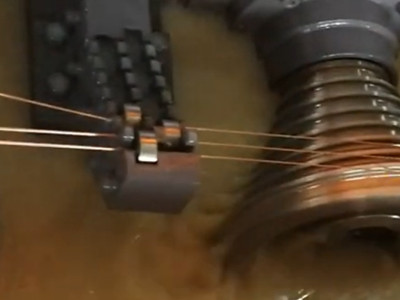
In most standard industrial applications, metal wires (such as steel, copper, or tungsten wire) typically do not undergo further external diameter processing after the drawing process. Drawing itself is a high-precision plastic forming process: as the metal passes through a series of drawing dies, its diameter is forcibly reduced while simultaneously achieving precise dimensional control and surface finishing. Particularly when processed through precision dies (such as those made of cemented carbide or diamond), the wire's diameter tolerance can be consistently controlled within the micron range, and its surface roughness can reach a high standard; thus, it is often ready for direct use immediately after drawing.

However, under certain specific operating conditions, subsequent surface or dimensional correction processes may still be required. These requirements primarily fall into the following categories:
For example, in the production of medical guide wires, wires for precision sensors, or high-end electronic materials, if die wear or tension fluctuations during the drawing process result in excessive ovality or diameter variation—exceeding the specified requirements—precision grinding or electrochemical polishing may be employed for correction. The aim is to further enhance the wire's roundness and surface consistency. However, the "external diameter processing" referred to here typically involves only a minute amount of material removal, rather than traditional turning or heavy-duty cutting.

After drawing, the surfaces of certain materials may retain residual lubricants or oxide films, or may develop a work-hardened layer. In such instances, processes such as acid pickling, electrolytic polishing, or light mechanical polishing are typically employed—rather than dimensional-altering external diameter processing—with the primary objective of improving surface cleanliness and functional performance.
It is particularly worth noting that, due to their small diameters, low rigidity, and susceptibility to deformation, fine metal wires can almost never be subjected to external diameter processing using traditional turning methods. The truly viable methods for dimensional correction are primarily limited to the following techniques:
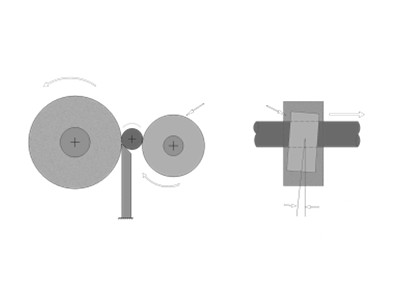
Centerless grinding is one of the more common methods for precision finishing, suitable for fine rods or thicker wires that possess a certain degree of rigidity. The workpiece is continuously supported and fed between a regulating wheel and a grinding wheel; through the grinding action, a minute amount of material is removed, resulting in high levels of roundness and dimensional consistency. However, for extremely fine wires, the applicability of this method is limited. For fine metal wires, electrochemical processing—specifically electropolishing—is the more common approach. This method achieves uniform surface material removal through controlled dissolution; as it does not rely on mechanical contact, it eliminates the risk of deformation or bending, making it particularly well-suited for high-precision guide wires and medical-grade materials.
Conversely, laser processing is primarily utilized for cutting or localized treatments—such as severing, drilling, or localized annealing—rather than for comprehensive outer-diameter "turning." Its function lies chiefly in localized functional modification rather than in dimensional shaping.


In summary, following the drawing process, metal wires typically already meet the requisite specifications for use and do not undergo further outer-diameter machining. Subsequent processes—predominantly grinding, electrochemical methods, or surface treatments—are employed for fine-tuning only in instances requiring exceptionally high precision or specific functional attributes, as opposed to traditional mechanical outer-diameter machining.

Professional PCD and PCBN tool grinding solutions with custom diamond grinding wheels and standardized processes. Eliminate graphitization & edge chipping for high-precision super-hard tool processing.

Moresuperhard supplies full coarse & fine grain PCD wire drawing die blanks (3μm/5μm/10μm/25μm). Ideal for micro wire, copper cable, steel cord, stainless steel drawing, long service life & high finish.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088




