

The following figure is the outline drawing of M1432A universal cylindrical grinder. The meaning of the M1432A number is: M—grinding machine class; 1—external cylindrical grinding machine group; 4—general code of universal cylindrical grinding machine; 32—1 / 10 of the maximum grinding diameter, the maximum grinding diameter of the machine is 320mm; A major improvement in performance and structure.
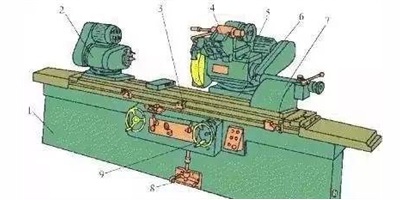
1. The main parts of the grinding machine
-The lathe bed 1 is the basic support of the grinder. It is equipped with a grinding wheel frame 5, a working table 3, a head frame 2, a tailstock 7, and a transverse saddle, etc., so that these components maintain accurate relative positions during work. The inside of the bed is used as an oil sump for hydraulic oil.
-Tailstock The tailstock 7 and the top of the headstock 2 support the workpiece together.
2.Purpose of machine tool
<< :Grinding process of single abrasive grain
<< :Three methods for diamond polycrystalline and synthetic diamond polycrystalline

With tungsten carbide prices soaring 200%+, PCD & CBN become cost-effective alternatives. Moresuperhard provides high-quality PCD/CBN blanks, grinding wheels & grinders to help manufacturers reduce costs and improve efficiency.

Learn the technical characteristics, advantages, disadvantages and applicable working conditions of standard TSP and nickel-based coated TSP. Compare their performance differences and master the selection skills for drilling, cutting and grinding scenarios.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088



