
Why And How To dress Double Disc Grinding (DDG) Wheel?
We have learned how to do an efficient end face grinding and the introduction of Moresuperhard vitrified double disc grinding wheel, here will introduce how to dress double disc grinding wheel disc on a double disc grinding(DDG) machine?
First we should know what is "Wheel Dressing"
To put it simply, grinding wheel dressing refers to the operation process of dressing the grinding wheel into shape or removing the blunt surface with dressing tools, so as to restore the grinding performance and correct geometry of the working surface.
Why should we do "Wheel Dressing"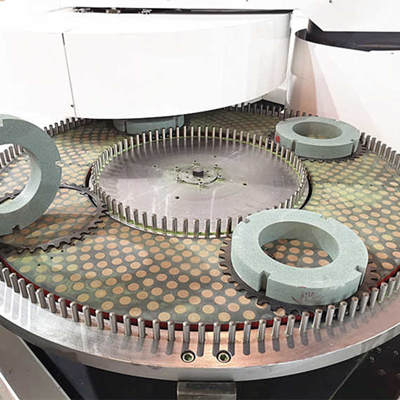
1. The grinding wheel will be consumed and lose its original shape during use. Due to the uneven hardness of the grinding wheel and the different working conditions of the grinding grains, the working surface of the grinding wheel will wear unevenly.
2. Under the action of friction and extrusion, the edges and corners of grinding wheel are gradually rounded and blunted. Or when grinding tough materials, the grinding debris is often embedded in the pores of grinding wheel surface, so that the surface of grinding wheel is blocked and the cutting ability is lost. At this time, there will be a slip phenomenon between the grinding wheel and the workpiece, and may cause vibration and noise, so that the grinding efficiency decreases, the surface roughness becomes worse. At the same time, due to the increase of grinding force and grinding heat, it will cause deformation and affect the grinding accuracy, and in serious cases, it will also cause burning and fine cracks on the grinding surface
3. When you notice your grinding wheel is producing parts with inconsistencies then it may be time to dress your wheel. Dressing is used to remove grains, clogs, and excess bonding material from the wheel in order to return to its original surface finish and sharpness. In addition, dressing is also used to help restore the wheel’s shape which changes with wear.
On the basis of those facts, we can reach the following conclusion:Dressing is the key factor that determines the surface micro-topography and surface macro-contour of the grinding wheel, which in turn determines their grinding performance. “The key to grinding is dressing” has long been a consensus in the grinding community.
How to dress double disc grinding wheel disc on a double disc grinding(DDG) machine?
1. Lift the upper grinding plate first, remove the upper grinding plate, and then take out the workpiece and the planetary wheel of the grinding plate.
2. Carefully clean the particles on the surface of the grinding plate to avoid scratching the grinding plate (grinding wheel); When cleaning the grinding plate, the bottom wheel can be started to rotate, and then the impurity particles remaining on the grinding plate can be removed by using the rotational speed. Cleaning liquid can be poured into the grinding wheel when the grinding plate is shaken.
3. Put Into the planetary wheel, and then dressing wheels into planetary wheels , let planetary wheel drive the dressing wheel fixed abrasive disk (wheel), fixed time about 15 s - 3 min (normally,we recommend new disc dressing time is 1 minutes, after normal use, it can be dressed for 15 seconds each time, but the specific parameters should be adjusted according to the actual use of customers).
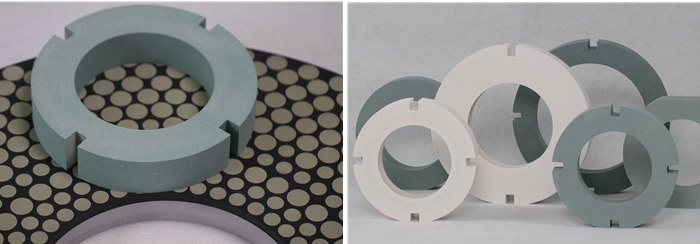
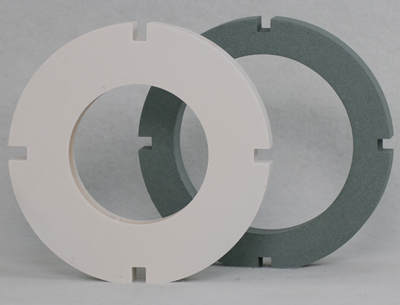
The recommendation of dressing wheels for DDG wheel:
White corundum (WA) and green silicon carbide (GC) dressing wheels are introduced according to the characteristics and grinding performance of vitrified double disc grinding wheels.
1. Scientific aperture and outer diameter size make dressing more reasonable.
2. According to different size and size of diamond,CBN grinding wheel , we can match corresponding dressing wheel to make dressing more simple and more time saving.
3. Both sharpening and shaping as a whole not only ensure the surface of the grinding wheel, but also make diamond and CBN abrasive grains as sharp as new.
Features of MORESUPERHARD dressing wheels
1. Short dressing finish time
2. The parallelism of dressing can reach 0.02mm
3. Good sharpness of grinding wheel after dressing
4. More workpieces were grinded after dressing
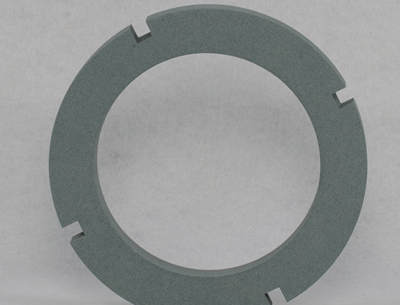
General specifications are OD205mm, OD280mm, OD330mm, thickness of 30-60mm, etc., the general 700MM plate with the OD205mm-ID127mm dressing wheel; 860-1050mm plate with OD280mm-ID220mm, some with OD330mm dressing wheel. Usually 3 or 4 pcs dressing wheels for one plate wheel
Detailed specifications of MORESUPERHARD dressing wheel
GC/WA 205*40*127
GC/WA 205*60*127
GC/WA 228*40*127
GC/WA 230*40*127
GC/WA 280*40*200
GC/WA 280*60*200
GC/WA 330*40*200
GC/WA 330*60*200
Grit:100#-320#
Dressing wheel size and grit can be customized according to your requirements.
MORESUPERHARD can not only provide you with efficient double surface fine grinding solutions, but also provide you with dressing solutions matching your double side grinding machine !


With tungsten carbide prices soaring 200%+, PCD & CBN become cost-effective alternatives. Moresuperhard provides high-quality PCD/CBN blanks, grinding wheels & grinders to help manufacturers reduce costs and improve efficiency.

Learn the technical characteristics, advantages, disadvantages and applicable working conditions of standard TSP and nickel-based coated TSP. Compare their performance differences and master the selection skills for drilling, cutting and grinding scenarios.
Add: Zhongyuan Rd, Zhongyuan District, Zhengzhou, 450001, Henan, China
Tel: +86 17700605088




